
氬弧焊是以氬氣作為保護(hù)氣體的一種電弧焊方法,見(jiàn)圖1-1。在很多不銹鋼廠(chǎng)家的加工工藝中,氬弧焊是非常重要的不銹鋼加工工藝,只有知道了氬弧焊的原理之后才能更好的把握氬弧焊的操作技巧。氬弧焊的原理是氬氣從焊槍?zhuān)ê妇妫┑膰娮靽姵觯诤附訁^(qū)形成連續(xù)封閉的氬氣層,使電極和金屬熔池與空氣隔絕,防止有害氣體(如氧、氮等)侵入,對(duì)電極和焊接熔池起著機(jī)械保護(hù)的作用。同時(shí),由于氬氣是一種惰性氣體,既不與金屬起化學(xué)反應(yīng),也不溶解于液體金屬,從而母材中的合金元素不會(huì)燒損,焊縫不易產(chǎn)生氣孔。因此,氬氣保護(hù)是得到較高質(zhì)量焊縫的有效、可靠的方法。
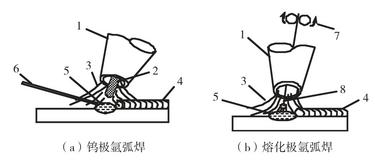
圖1-1 氬弧焊示意圖
1—噴嘴;2—鎢極;3—?dú)怏w;4—焊道;5—熔池;6—填充焊絲;7—送絲滾輪;8—焊絲
氬弧焊的優(yōu)點(diǎn)主要有以下幾方面。
(1)氬氣不僅能有效地保護(hù)焊接區(qū),而且具有既不溶于金屬又不與金屬發(fā)生反應(yīng)的特點(diǎn),因此可焊接的材料范圍很廣,幾乎所有的金屬材料都可進(jìn)行氬弧焊。特別適合焊接化學(xué)性質(zhì)活潑的金屬及其合金,如奧氏體不銹鋼,鋁、鎂、銅、鈦及其合金的焊接。
(2)氬弧焊時(shí),由于電弧受到氬氣流的壓縮和冷卻作用,使電弧加熱集中,熱影響區(qū)縮小,因此焊接應(yīng)力和變形比較小,故適用于薄板的焊接。
(3)氬氣在電弧的作用下,將產(chǎn)生電離,質(zhì)量較大的正離子以極大的速度沖向陰極,使陰極產(chǎn)生高溫,可將難熔的氧化膜粉碎和汽化。因此,在焊接各種金屬和合金時(shí),不需要使用焊劑或熔劑,就能獲得優(yōu)質(zhì)焊縫。
(4)氬弧焊是明弧焊,焊接時(shí)易于觀察,操作簡(jiǎn)便,能在各種空間位置進(jìn)行焊接,并容易實(shí)現(xiàn)焊接過(guò)程的機(jī)械化和自動(dòng)化。
氬弧焊也存在著一些缺點(diǎn),如氬氣的電離勢(shì)較高,交流電源的電弧不穩(wěn)定。此外,氬弧焊會(huì)激發(fā)出較強(qiáng)的紫外線(xiàn)并產(chǎn)生臭氧,這對(duì)操作者的身體有一定影響。因此,需要采取相應(yīng)的保護(hù)措施。
第二節(jié) 氬弧焊的分類(lèi)與應(yīng)用
氬弧焊按所用的電極不同,可分為非熔化極氬弧焊(TIG焊)和熔化極氬弧焊(MIG焊和MAG焊)兩種;按操作方法和送絲方式不同,前者又可分為手工鎢極氬弧焊、半自動(dòng)鎢極氬弧焊、自動(dòng)鎢極氬弧焊和脈沖鎢極氬弧焊,后者可分為自動(dòng)、半自動(dòng)和脈沖熔化極氬弧焊三種,見(jiàn)圖1-2。
由于氬弧焊具有較多的顯著特點(diǎn),所以,在我國(guó)國(guó)防、航空、化工、造船、電器等工業(yè)部門(mén)應(yīng)用較為普遍。隨著有色金屬、高合金鋼及稀有金屬的結(jié)構(gòu)產(chǎn)品日益增多,氬弧焊技術(shù)的應(yīng)用將越來(lái)越廣泛。
非熔化極氬弧焊由于焊接電流受電極(鎢極)的限制,電弧功率小,只適用于薄工件的焊接。熔化極氬弧焊可以采用較大的焊接電流,因此電弧功率大,可用來(lái)焊接厚的工件。另外,脈沖熔化極氬弧焊是利用維弧電流保持主電弧的電離通道,并周期性地加一同極性高峰值脈沖電流產(chǎn)生脈沖電弧,以熔化金屬并控制熔滴過(guò)渡的氬弧焊,通常用來(lái)焊接薄的工件和用于管道全位置自動(dòng)焊。
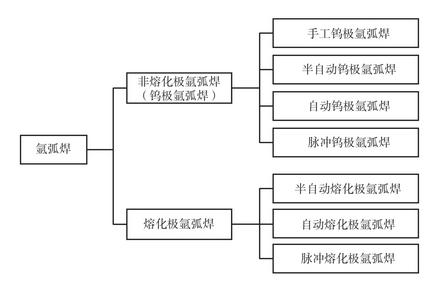
圖1-2 氬弧焊的分類(lèi)
MIG焊和MAG焊都是熔化極氬弧焊,其區(qū)別主要是采用的保護(hù)氣體不同,MIG焊采用的保護(hù)氣體是Ar或Ar+He,而MAG焊采用的保護(hù)氣體為惰性氣體加少量氧化性氣體,例如:Ar+O2、Ar+CO2、Ar+CO2+O2,其中氧化性氣體,一般O2:2%~5%、CO2:5%~20%,在基本不改變惰性氣體電弧基本特性條件下,以進(jìn)一步提高電弧穩(wěn)定性。
MIG焊根據(jù)所用焊絲及焊接規(guī)范的不同,可采用短路過(guò)渡、大滴過(guò)渡、射流過(guò)渡、亞射過(guò)渡及脈沖射流過(guò)渡,生產(chǎn)效率比TIG焊高,焊接變形比TIG焊小,母材熔深大,填充金屬熔敷速度快,易實(shí)現(xiàn)自動(dòng)化,電弧燃燒穩(wěn)定,熔滴過(guò)渡平穩(wěn)、安定,無(wú)劇烈飛濺,在整個(gè)電弧燃燒過(guò)程中,焊絲連續(xù)等速送進(jìn)。可焊接所有金屬,如碳鋼、低合金鋼,特別適合焊接鋁及鋁合金、鎂及鎂合金、鈦及鈦合金、銅及銅合金、不銹鋼。能焊板材厚度最薄1mm,也適合焊中、厚板,可全位置焊接。
MAG焊可采用短路過(guò)渡、噴射過(guò)渡和脈沖噴射過(guò)渡進(jìn)行焊接,能提高熔滴過(guò)渡的穩(wěn)定性,穩(wěn)定陰極斑點(diǎn),提高電弧燃燒的穩(wěn)定性,增大電弧熱功率,減少焊接缺陷及降低焊接成本,獲得優(yōu)良的焊縫質(zhì)量。適用于碳鋼、低合金鋼和不銹鋼的焊接。適合于全位置焊接。











